

ラフィングガウジとは、ラフ(Rough=粗く)という名前の通り、粗削りをするための刃物です。
この刃物を使いこなすことができれば、作業スピードもグンと上がります。
今回はラフィングガウジの基本的な使い方から応用編、また気を付けたいポイントなどを紹介していきます。
使い方①|溝を真上に向けて削る

溝を真上に向けた状態での使用は、ラフィングガウジの基本的な削り方であり、取り付けた材料の角を落としていくのに最適です。
まずはこの基本を身につけていきましょう。
セッティングと構え方
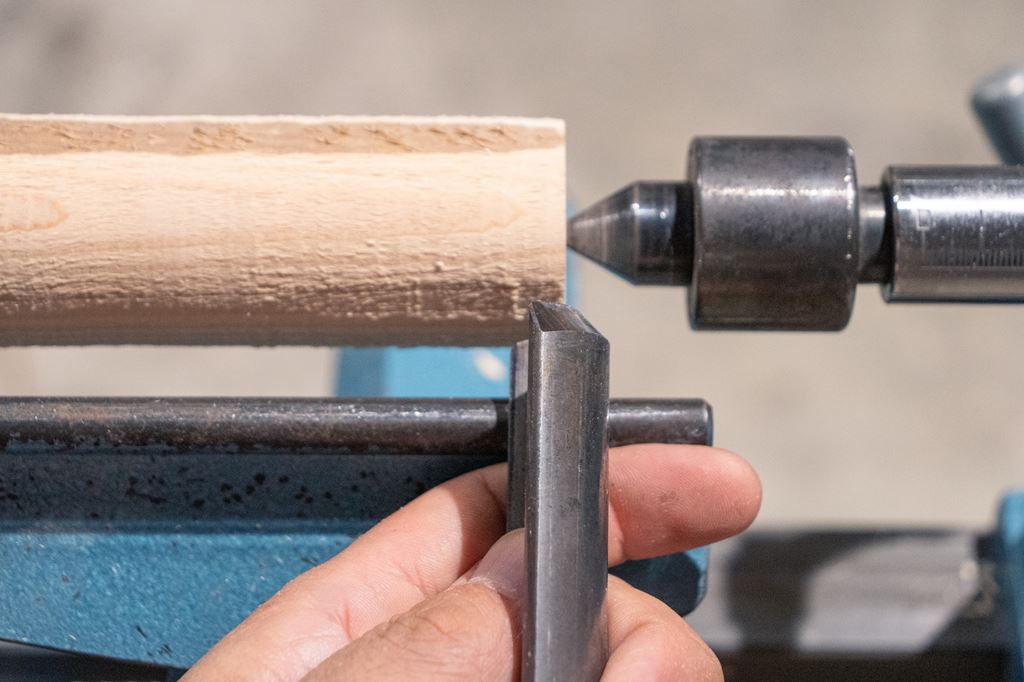
まずは刃物台を材料から5~10mm離れた位置で、回転軸に対して平行にセットします。
ラフィングガウジを刃物台に乗せ、刃先が回転軸と同じ高さになるように、刃物台の高さも調節しましょう!

スイッチを入れる前には左手で必ずハンドホイールを回し、材料の角が刃物台に当たらないことを確認します。
また、粗削り作業での高速回転は危険です!!
初心者の方は600~800回転/分を目安にスピードを調整しておきましょう。
ラフィングガウジを回転軸(材料)に対して垂直になるように構えたら、削る準備はOKです!

角棒を丸棒にする
スイッチを入れたら、まずは刃物を材料に向かって少しずつ押し出し、刃先が当たるポイントを探っていきます。

「カッカッカッ」という音が聞こえて手に振動を感じたら、削り始めたサインです。
材料に当たったら押し出していくのは一旦やめて、今度はそのまま横にスライドさせます。

左右共に、端っこまでスライドさせたら、一旦スイッチを止めて削れていることを確認してみましょう。
あとはこれの繰り返しで丸棒にしていきます。
刃物を押し出す距離(一度に削る量)をコントロールしながら丸くしていきましょう。
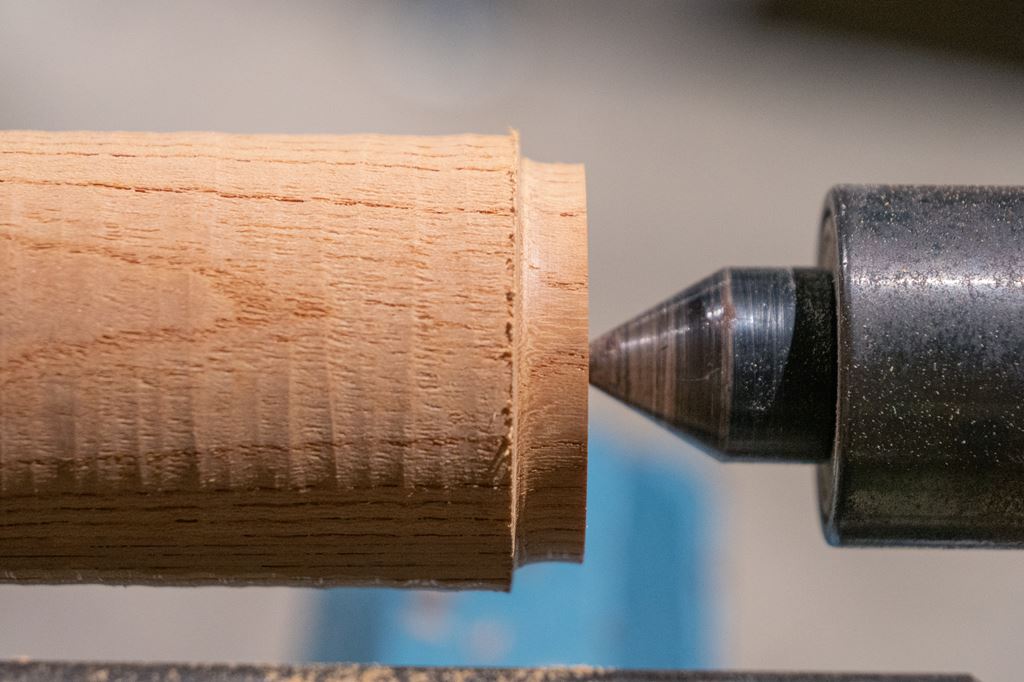
回転を続けたままでは角が取れたかどうかが分かりにくいため、手で直接触れたり、ラフィングガウジの背を当ててみたりしながら、表面が滑らかかどうか確認してみてください。


最終的にはスイッチを切って、丸棒になっているかどうかを、目で確認すると確実です。
うまく削るためのポイントと注意点もいくつか紹介
ポイント1 削り始めた時に衝撃が強い場合は、左手で上から刃物を押さえつけて緩和させる。

ポイント2 ある程度角が取れたら回転スピードを上げる。(直径50mm以内で1200~1500回転/分程度)
ポイント3 左手の人差し指を刃物台に沿わせながら左右に動かす。(材料との距離を一定に保ちやすいので、直径がある程度揃う。)

ポイント4 刃物台の長さが材料よりも短い場合は、刃物台も左右に調整しながら順番に削る。


ポイント5 ラフィングガウジを刃物台から浮かせた状態では削らない。(材料にはじかれて、刃物と刃物台の間に指を挟む危険あり。)

使い方②|溝を真横に向けて削る
溝を横に向けて使用すると、パーティングツールの用に深く削り込んでいくことができます。
材料の端っこにチャックの掴みを作ったり、作りたい形状に向けて、不要な部分をガシガシ削り込んでいきたいときに最適です。
みるみるうちに直径が小さくなっていくのを見ているのも、とっても気持ちが良くて楽しいですね。
ただし、この削り方もしっかりと押さえておきたいポイントがあるので一緒に見ていきましょう。
材料の真ん中では使えない
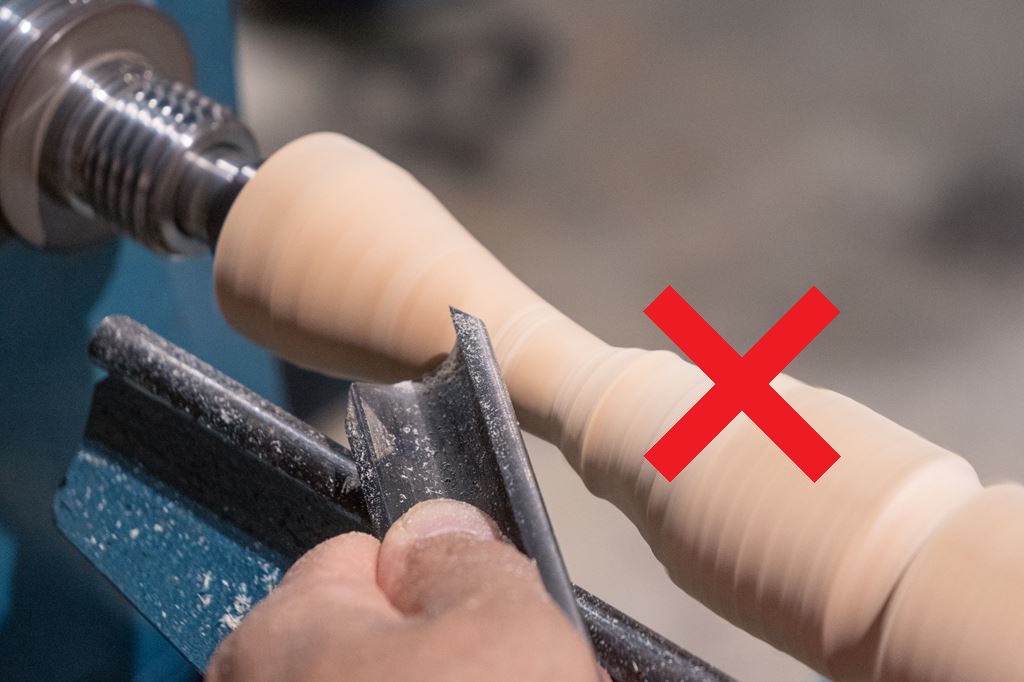
仮に溝を真上に向けた状態で、材料の真ん中を削り込んでいくとしましょう。
少しずつ深くなるにつれて、刃先と材料の触れる面積が多くなりますよね。
刃先の広範囲でむりやり材料を切削していこうとするため、刃物にもかなりの負荷がかかって危険です。
そのため、溝を真上に向けた状態では、深く削り込んでいくという使い方はしません。

参考までに注意しながらやってみると、シュルシュル削れるのはこのくらいの深さが限界で、これ以上は抵抗がかかって進みませんでした。
もう少し深く削り込めないかと、右手を持ち上げるように動かし、刃先の角度を変えたりしていると・・・

キャッチしてしまい(刃先が引っかかってはじかれてしまう現象)、材料がえぐれてしまいました。
話を戻しますが、溝を真横に向けて削るということは、刃物の端を使って削ることになります。
しかし、端を使うにしても、左右のどちらかは削り込んでいくうちに材料に触れる面積が大きくなり、同じように負荷がかかってきます。
結局は溝を真上に向けている状態と同じになるため危険だというわけです。

一方、溝を真横に向けた状態で、材料の端だけを削り込んでいく場合だと、直接刃物と材料が接する面積に変化はありません。

その結果、刃物にかかる負荷も一定になるので削り込んでいくことができるというわけです。
ラフィングガウジだけで、ある程度直径をそろえた丸棒を部分的に作りたいときは、溝を真横にした状態で、目標の深さまで端から順番に削り込んでいくと、比較的短時間で作ることも可能です。
あくまでも粗削り
チャックの掴みを作るためにも適した削り方だと紹介しましたが、あくまでも粗削りです。
ラフィングガウジの刃先自体はカーブを描いているため、切削面も必然的に緩やかなカーブになります。
チャックの角度に合わせた掴みを作るためには、仕上げにスキューチゼルなどを用いて、しっかりと形を作り上げましょう。


使い方③|鎬(しのぎ)を擦らせて削る

ラフィングガウジという名前の刃物ですが、鎬を擦らせて削ること(ベベルラビング)で、スピンドルガウジにも負けない綺麗な切削面を作ることができます。
細かい細工はできませんが、丸棒やゆるやかなカーブの作品をラフィングガウジで仕上げることができれば、わざわざ刃物を持ち替える必要がなくなるため、作業の時間短縮にもつながるでしょう。
45°をキープしながら削る
ベベルラビングで大事なことは、45°をいかにキープしながら削れるかということです。

中途半端な角度で材料に触れるとキャッチしたり、しっかりと鎬が擦れていないと綺麗な切削面はできません。
ベベルラビングの上達のコツは、練習あるのみ!!
初心者から一歩抜け出すためには、ベベルラビングもしっかりとマスターしましょう!
ベベルラビングについてはこちらも合わせて読んでみてください。
高低差をつけたいときは高い方から低い方へ
センターワークで作品を作る場合、高低差をつけたいときは高いところから低い方へ削り進めるのがセオリーです。

低いところから高い方へ削り進めてしまうと必然的に逆目になってしまい、あまりにも角度がついているとキャッチしてしまいます。
これをアップヒルキャッチと言います。
ラフィングガウジに限ったことではないですが、大事なポイントなので、しっかりと押さえておきましょう。
刃先の当たる位置を変えながら削ることで、切れ味長持ち!
こちらは上級者向けテクニックです。
ラフィングガウジでベベルラビングを行う際、基本的には溝の真ん中付近を使用して行います。
ただし、しっかりと鎬を擦らせたうえで溝の角度を45°でキープできていれば、刃物を少し回転させながら、刃先がしっかりと研ぎ上がっている場所を選んで削ることができます。
見方によっては、材料をすくい上げているようにも見えますし、逆に覆いかぶさっているようにも見えます。


この場合、刃先は少し見えにくい状態となっているため、手先の感覚が研ぎ澄まされた上級者向けのテクニックといえるでしょう。
初心者の場合は刃先がしっかりと確認できる真ん中付近で削り、切れ味が落ちたら刃物を研いで使用するようにしましょう。
使い方④|刃物の角で削る

角材から丸棒にした後、仕上げたい形に持っていくまでに、不要な部分をある程度削り込んだうえで仕上げ削りをしていくと、大幅な作業時間の短縮につながります。
わざわざ角を使う理由も一緒に紹介していきますね。
角を使うことで材料に食い込みやすい
角を使って削るメリットは、材料に対して、削り始めが点で接するということです。
削り始めに起こりやすいキャッチのリスクを減らすことができる上に、ピンポイントに狙った位置から削り始めることができます。

ただ、私がこの削り方を初めて目にしたときは衝撃でした。
木工旋盤を初めて間もないころは、「削る=鎬を擦る」というのが大前提だと思っていたからです。
最終的な仕上げ削りは、形を作っていきやすいスピンドルガウジに持ち替えることが多いと思いますが、仕上がりの形状に近いところまでは、角も有効に使って余分なところを削り込んでいきましょう。

使い方⑤|スクレーパーとして削る

スクレ―ピングは、材料の表面をこそぎ落としながら(削りかすは粉状)表面の凹凸を整えていく技法です。
ラフィングガウジでもスクレ―ピングは可能なので、紹介しておきます。
刃物は定盤に対して平行に構える
スクレーパーと同じく、刃物は定盤に対して平行に構えた上で、刃先が回転軸と平行になるように刃物台の高さを調整しましょう。

あとは使い方①で紹介したのと同様、材料に対して直角に構えて、刃先が材料に触れる位置で左右に動かしながら表面を整えていきます。
ただし、材料の表面をこそぎ落していく形になるので木肌は荒くなりやすいです。
しっかりと研ぎを入れて切れる状態で使用しましょう。
スクレ―ピングの出番はほとんどない
紹介しておいて何ですが、ラフィングガウジでスクレ―ピングをする機会はほとんどないと思います。
大きく分けて2つの理由があります。
1.丸棒以外の用途にはあまり必要ない。
2.サンドペーパーで代用できる。
からです。
特にサンドペーパーでの代用については、径の揃った綺麗な丸棒を作る際には有効な手段です。
まずは、少し厚めのベニヤ板などにサンドペーパーを貼り付けたものを準備します。

準備したサンドペーパーを、材料を回転させた状態のまま当てていくと、凹凸の凸の部分がだんだんと削れ、表面が整っていくというわけです。

表面を整えながら仕上げもできるとなると一石二鳥ですね。
ラフィングガウジでもスクレ―ピングができるということを知っている程度でもいいかなと、個人的には思っています。
注意!!|フェイスワーク(横木)には使用しない!!
ここまでラフィングガウジを使った5種類の削り方を紹介してきましたが、肝心なことを忘れていました。
読み進めていただくうちにお気づきの方もいらっしゃるかもしれませんが、ズバリ!!ラフィングガウジはセンターワーク(縦木)専用の刃物になります。
木工旋盤を初めてまだ間もない方が、フェイスワークで使用されているシーンをよく見かけることがありますので、なぜダメなのかというところを解説していきますね。
刃先は大きいが根元は細い形状
まずは刃物の形状を確認してみましょう。

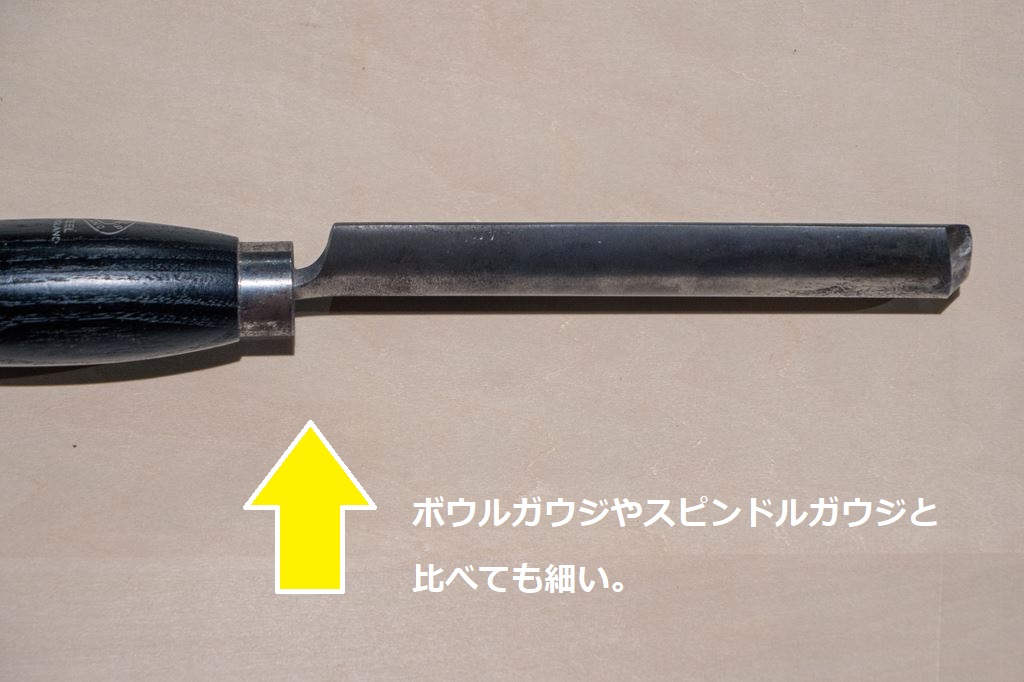
ご覧の通り、刃先から柄の部分にかけて全体的に大きな形をしており、いかにもたくさん削れるぞ!という印象を受けます。
しかし、全体の刃物のサイズと比べると、根元の部分だけ、細くくびれているのが確認できます。
これがポイントで、木材を切削中にあまりに大きな負荷がかかりすぎると、この細くなった根元の部分からポッキリと折れてしまう可能性があるんです。
その折れた刃物が万が一顔に向かって飛んで来たら... 想像したくもないですね。
センターワークでは削る場所の硬さが一定でも、フェイスワークでは一定ではない
センターワーク(縦木)とフェイスワーク(横木)についてもう少し深堀りしてみましょう。
旋盤用に加工されている材料では少し想像が難しいかもしれませんが、センターワーク(縦木)の場合、材料を横に寝かせ、上下を挟み込んで機械に固定する形になります。
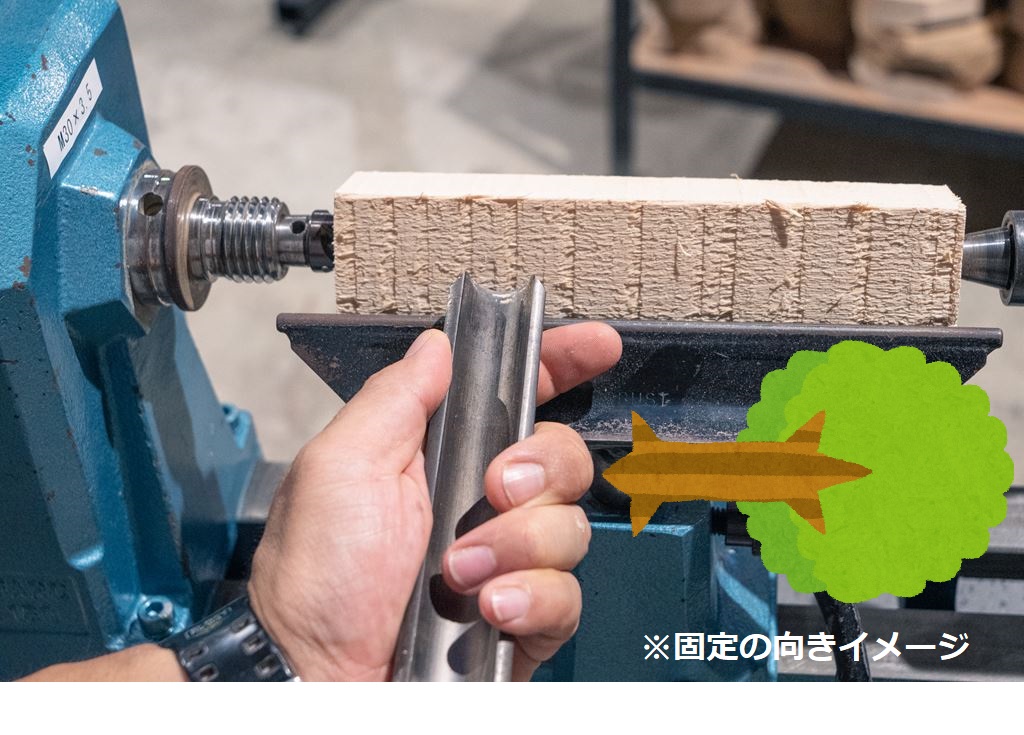
固定した材料に対して、基本的には刃物を直角に当てて削ることになるので、回転する材料のどこに刃物を当てても、木の側面(木端【こば】といいます。)を削ることになります。
形がある程度丸く整ってくるとサクサク削れ、刃物にかかる負荷も一定ということになるわけです。
大根のかつら剥きのようなイメージですね。
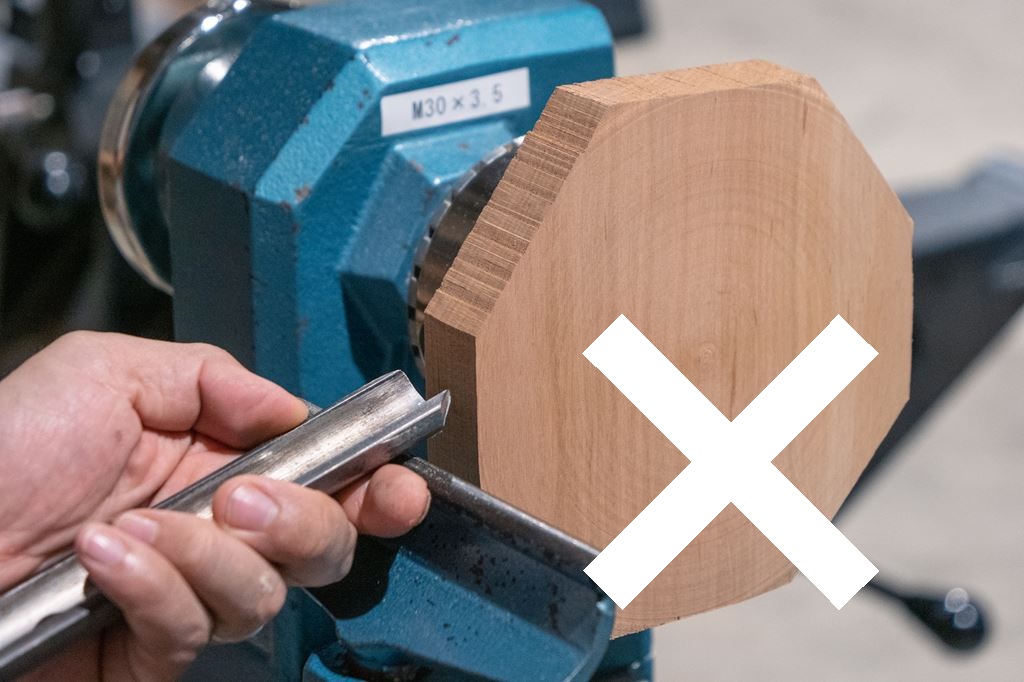
一方でフェイスワーク(横木)の場合、木の側面(木端)を固定する形になります。

同じく刃物を直角に当てるとどうでしょうか?固定した材料は回転しますので、削る場所は、「上面 → 側面 → 下面 → 側面 → 上面 ...(上下面は、木口【こぐち】といいます。)」と目まぐるしく変化します。
しかも「上面 → 側面」、「下面 → 側面」を削る際には、木の繊維をめくりあげる形になり、特に刃物には負荷がかかります。
場合によっては、材料が割れたり、刃物が折れたりということに繋がってしまうわけです。
こういった理由から、ラフィングガウジは、粗削りのどんな場面でも使用できるというわけではなく、センターワークにのみ使用するようにしましょう。
正直私自身、木工旋盤を始めた当初は誤って使用した経験があるので、皆さんも注意してくださいね。
まとめ
ラフィングガウジのいろいろな使い方から注意点まで、たくさん紹介してきましたが、いかがだったでしょうか?
私の経験がまだまだ浅いころは、ラフィングガウジ=角材から丸棒にするまでの粗削りの刃物という認識を持っていました。
しかし、少しずつ経験を重ねるうちに、最終的な形状に仕上げるまでのほとんどの工程をラフィングガウジで行うようになり、なんて便利な刃物なんだということに気づきました。
この記事を読んで、1人でも多くの方の作品作りの幅が広がればうれしいなと思います。
